 中文
中文 英文
英文




烧结砖预热带升温速度快的原因和处理方法有哪些?下面小编就来和大家分享一下! 产生原因 干坯内掺煤量较高; 排烟风机抽力较大。 处理方法 先降低排烟风机频率, 观察预热段温度是否有 下降趋势, 如果温度变化不明显, 可确定为干坯内掺量 偏高或不匀;【了解详情】

码坯机的操作一定要注意安全,不仅仅是码坯机器人本身的安全,更应该注意的还有操作人员的安全。为了保证操作过程当中的安全、高效,相关操作人员需要做到以下几点:【了解详情】

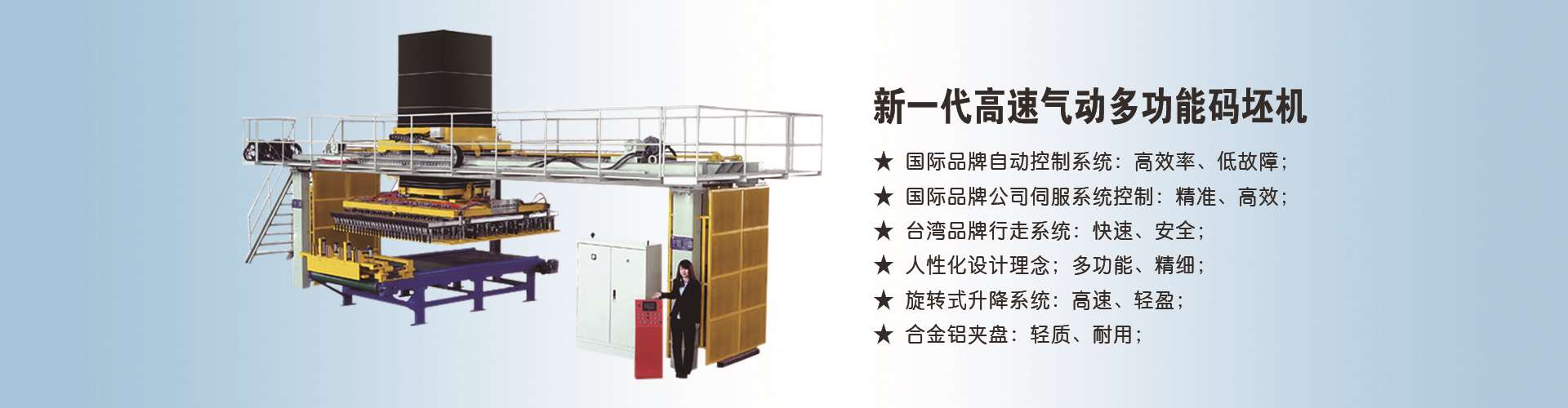
全自动码坯机主要适用于一次码烧隧道窑中的砖坯自动码放,本机采用较好的PLC集中控制。行走旋转采用变频控制,升降、分坯采用液压控制,具有高效节能,维护简单,成本低廉,运行可靠等特点。【了解详情】

全自动码坯机在使用的过程中,难免会遇到一些故障,相对而言,比较常见到的是码坯机不能正常前进、后退。那么针对这一问题该如何解决呢?小编总结了以下5点,以帮助客户解决这个问题。【了解详情】

焙烧带低温:焙烧带坯体呈红色或暗红色,温度明显不足,要出生砖。应立即降低用闸,封闭已打开的窑门,减少过剩空气,同时勤添好的烟煤催火或加柴引火,培养火情。产生这一情况的原因和防治办法有:【了解详情】
下面小编来和大家简单介绍一下破碎机内部构造及出现返料的原因和解决办法!1、破碎机自身问题 破碎机零部件与图纸尺寸不符,如颚板的长度、厚度、肘板的长度及肘板角、机架内腔尺寸等不规范造成劣质产品;长时间使用后两颚板的夹角大于二倍的摩擦角,使物料与颚板间不能产生足够大的摩擦力,来克服压碎力向上的分力,而被物料在垂直向上力的作用下挤出,滑向进料口方向。【了解详情】