中文
中文 英文
英文



目前,我国机器码坯主要有两种方式:自动码坯机和机器人,选择什么样的码坯方式才适合自己,是许多砖厂老板最想知道的,是不是机器人就一定是最好的呢?答案当然不是,只有适合的才是最好的。用户如何选择最佳的码坯方式,减少投资上的弯路。本文从以下几个方面对自动码坯机和机器人进行对比,一起来看看吧!
1、产量
老板办厂的目的是盈利赚钱,然而砖瓦行业是一个薄利行业,虽然同属建材行业,但砖瓦的利润和陶瓷、水泥等建筑材料的利润不可同日而语,几乎就是天上地上。平均来说,一块标砖的利润也就在2、3分钱左右,所以说如果砖厂想获得高收入,就必须提高产量。
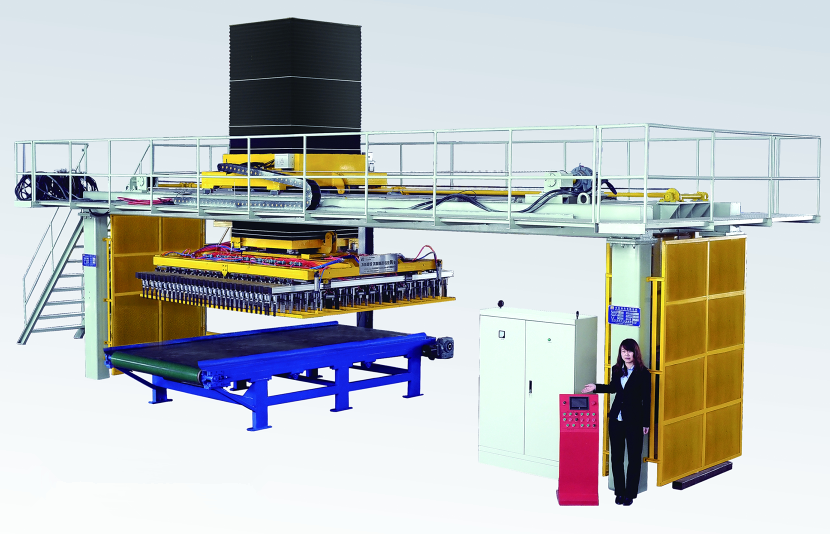
自动码坯机采用多个夹具工作,夹具数量越多,夹取坯体的数量就越多,产量也越高。目前国内通用的码坯机都是采用6个夹具,以KPI砖为例,每个夹具可以夹取48块KPI砖,码坯机一次工作的产量就是288块,工作周期大致在1min左右,其年产量基本上载1.2亿块(折标砖)左右。
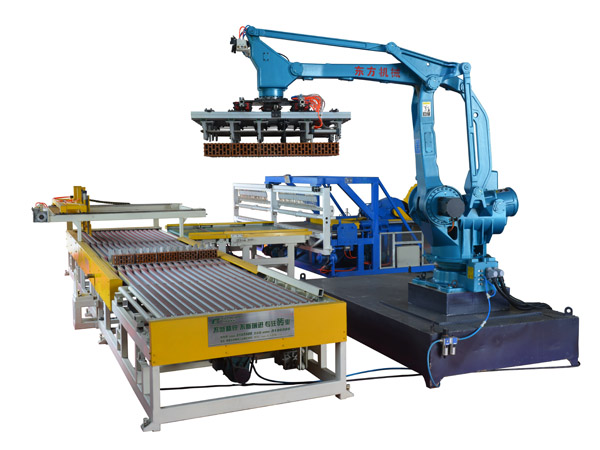
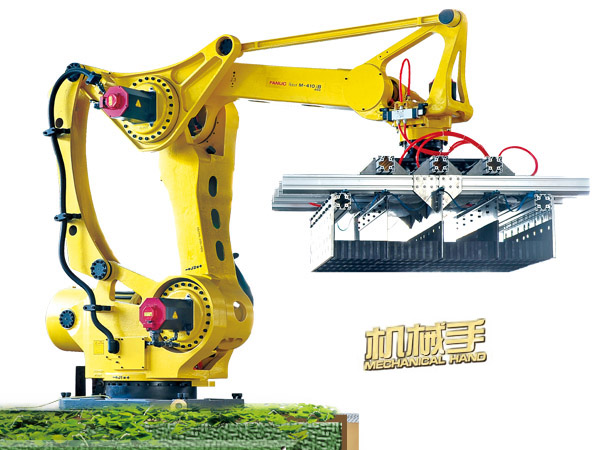
机器人按照工作载荷分类,目前国内通常使用250kg、300kg、450kg、500kg几种。不同类型的机器人其工作周期一样,允许载荷轻的工作周期快一些,允许载荷重的工作周期慢一些。一般来说,250kg、300kg的机器人工作周期为每分钟5次,450kg、500kg的机器人的工作周期为每分钟4次。由于受工作载荷的影响,只能带有一套夹具,最多夹取48块KPI砖,也就是说,机器人的产量为192块/min,其年产量基本上在8000万块(折标砖)左右。如果要求再高的产量,只能增加机器人及相应配套设备的数量。
2、多窑车的要求
码坯机是夹具夹取坯体后,桥式滑车在轨道上移动,把坯体运送到窑车上,因此对窑车宽度没有什么要求,无论哪种窑车,从2.5~9.2m的窑车,国内都有相匹配的码坯机,而且如果工艺设计合理,一台码坯机可以对应多台窑车进行码坯。
机器人则是依靠自身转臂的旋转来工作,目前国内使用机器人的臂展不超过3.2m,这样就对窑车宽度有要求。窑车宽度小于5.8m,一个机器人就可以覆盖整个窑车面;窑车宽度大于5.8m,就必须使用两台机器人才能码满窑车面。

3、维修与保养
自动码坯机外形庞大,运动部件多,需要注油、检修的位置多,出现故障的几率要大于机器人。但是,自动码坯机虽然零件多,但基本上都属于通用件,出现故障容易判断,零件的更换、采购也比较容易,对岗位工的技术能力要求简单。
机器人在这方面与自动码坯机完全相反,一般来说,除了注油等常规检查,机器人无故障工作的期限可以达到几万个小时,这可以让企业节省很多时间与精力。但是一旦机器人出现故障,对砖厂的生产线来说是致命的,由于国内砖瓦行业自身的现状,砖瓦厂高素质的人员少,依靠企业自己的技术人员维修机器人是不可能的,出了故障只能等待厂家解决。
人工码坯的方式必将被淘汰,自动码坯机或者机器人码坯是砖厂的优先选择,但是选择自动码坯机还是机器人,还需要砖厂负责人根据自身条件进行判断。适合自己的才是最好的。