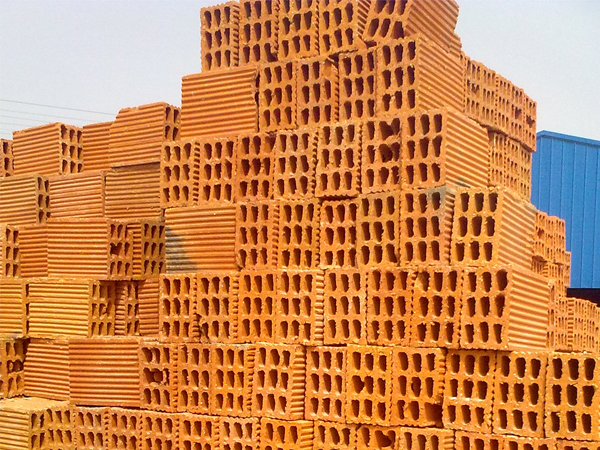
空心砖坯机口处还有一段由芯头发生的“再挤压区”,能进一步增强泥条致密程度,故选用阻力较小的圆筒形泥缸为宜,而不必阻力较大的圆锥形泥缸。
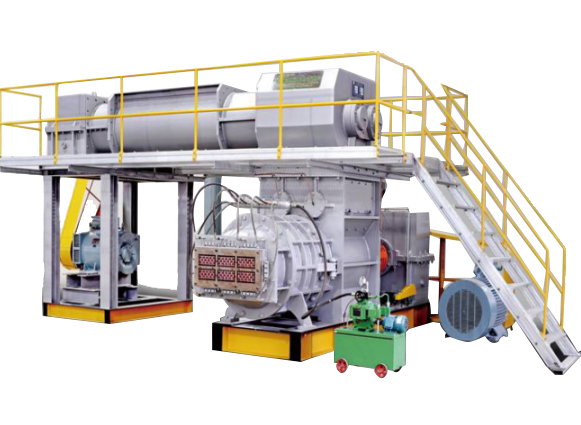
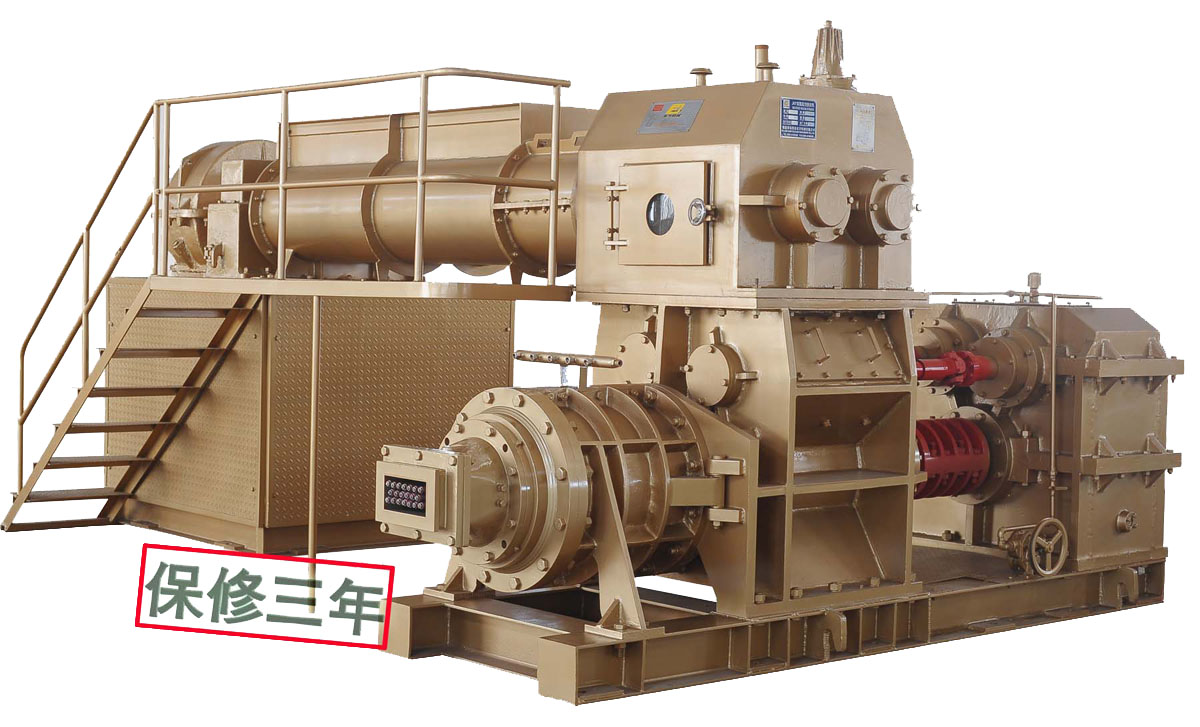
JKY70-65双级真空挤出机新
JKY75-70双极真空挤出机(六泥条…
JKY60-60 双级真空挤出机
JKY55-55双级真空挤出机
夹盘式高效打包机
 中文
中文 英文
英文