中文
中文 英文
英文
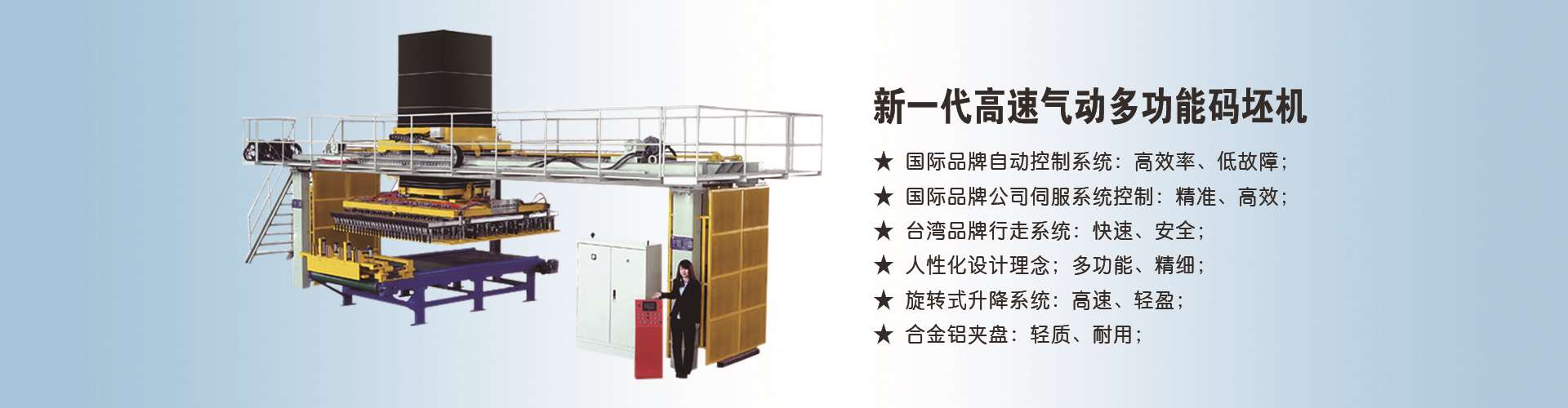
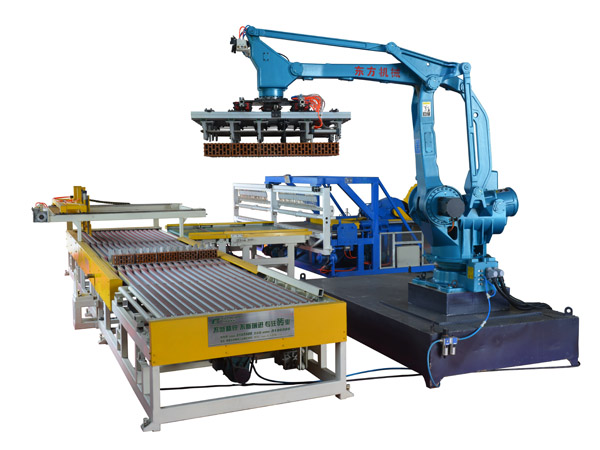
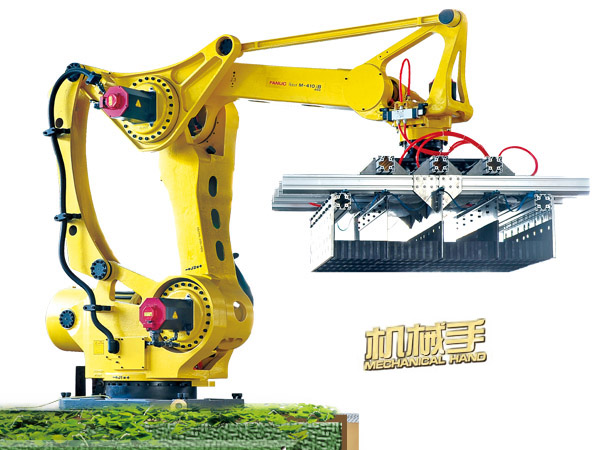
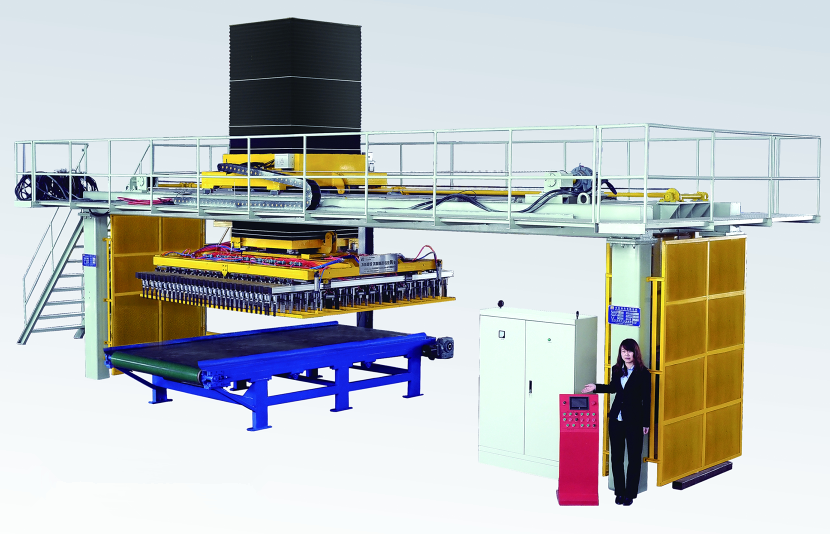
砖厂码坯机又称全自动码坯机,采用夹坯头任意旋转方式,可以将湿坯、干坯码放在相应制定的位置、码放方式灵活、快捷、对任何规格的窑型皆可应用。今天给大家介绍下码坯机切坯失控的原因及解决方法:
原因一、弹簧压力太小,解决方法,应当调节螺母增加弹簧压力。
原因二、被动轴上的回转件惯性大,应该减少偏心轮的配重或者偏心轮加制动装置。
原因三、控制杆在导向槽内运动不灵活或弹簧压力不够,使控制不能及时复位,应该在分离块和被动卡爪的凸缘之间加垫片,且增加分离块厚度。

原因四、控制杆在导向槽内运动不灵活或弹簧压力不够,使控制不能及时复位,如果是这个原因造成切坯失控应当修理控制杆或导向槽,使其运动灵活。
原因五、操作不当,脚踩踏板停留时间太长。这时,就需要操作人员多熟悉码坯机构造,改进操作方法。
以上就是针对切坯失控,样本连续运动的原因及解决方法的介绍,码坯机夹运码坯力度合适,落位准确,可大幅度降低劳力,效率高,具有良好的经济效益。